1
集束する旋律
合糸(ごうし)
紡績上がりの原糸2〜8本を1本の糸に合わせる作業。
合わせる糸の本数で織り上げる帆布の厚さが決定する。
糸の終端では次の糸を手作業でつなぐが、
この継ぎ目をいかに目立たなくするかが、「割りつぎ」と呼ばれる熟練の技術。


2
魂の宿る糸
撚糸(ねんし)
合糸した糸に撚りをかける。
繊維が束ねられることで糸の強度が増し、
また、毛羽立ちにくくなる。


3
育まれる源流
整経(せいけい)
「経」はタテの意。織り機用にタテ糸を整え、200〜300本ずつを計6〜10回に分けてドラムに巻き取り、さらに『ビーム』と呼ばれる巨大なロールに巻き直す。


4
未来を手繰る
経通し(へとおし)
ビームの経糸を『リード』『ヘルド』『ドロッパー』と呼ばれる織機のパーツに1本1本手作業で通していく。


5
伝統が生む革新
製織(せいしょく)
織機にビームを載せ、ヨコ糸をセットして平織りする。
1台の織機で織り上げられるのは、1日8時間で50~70mほど。
『倉敷帆布』は、現在では希少な『シャトル織機』に改良を重ねながら大切に使い続けています。『倉敷帆布』の特徴である美しい仕上がりのセルヴィッジ(耳)、厚さ、風合いは、このヴィンテージマシンでしか織り上げられない伝統技術の結晶です。


6
鋭き眼光の先
流し検反(ながしけんたん)
織り上がった帆布を50mごとにカットし、
検反機にかけてキズや汚れなどを細かくチェックする。


7
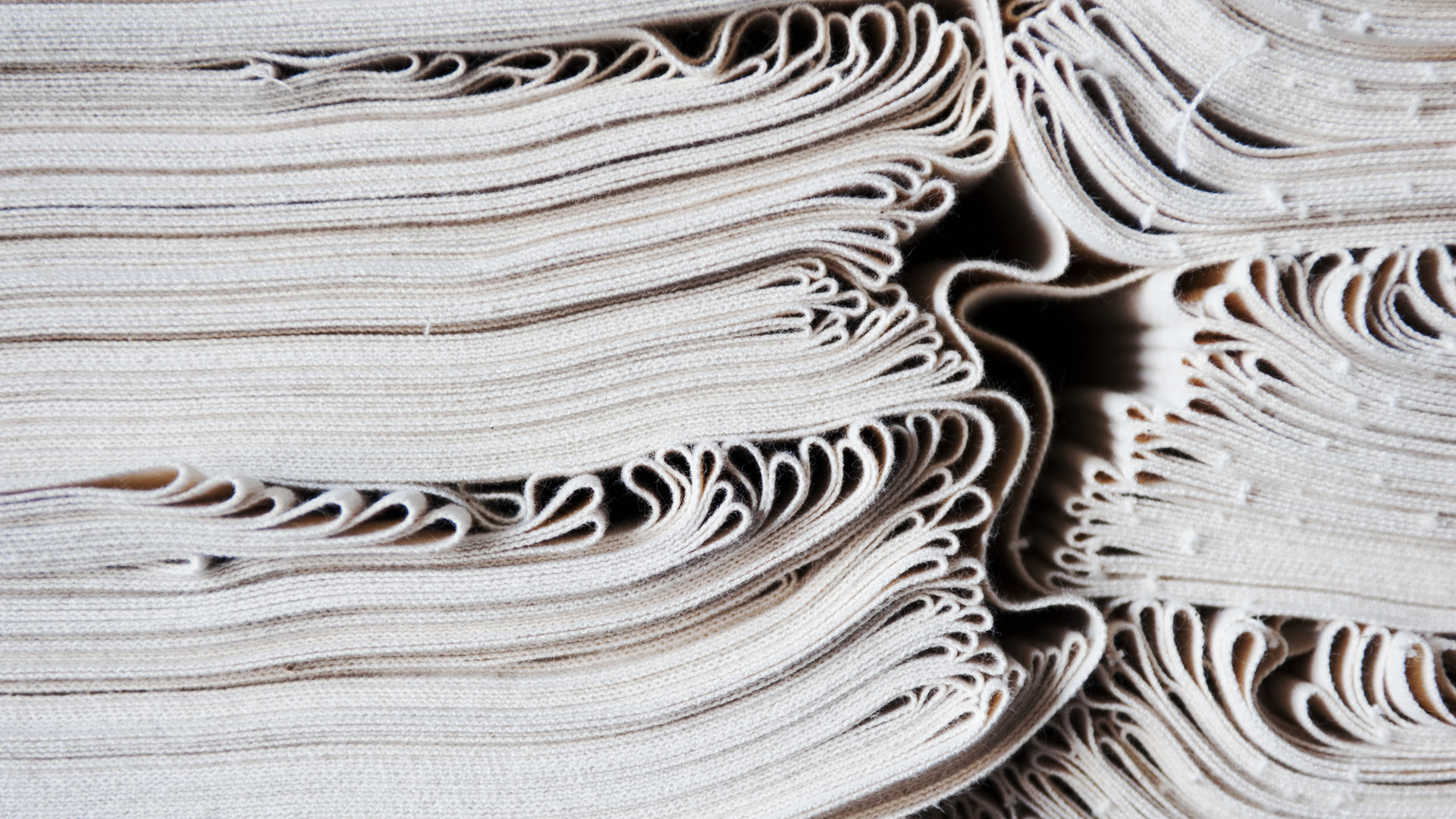
畳みの芸術
畳み(たたみ)
帆布を1m ごとに重ねて畳み、さらに2 つ折りにして積み上げていく。
この形が豆腐と似ていることから、「トウフタタミ」とも呼ばれる。


8
ミリ単位のこだわり
仕上げ(しあげ)
流し検反でチェックしたキズの箇所を熟練の職人が再確認し、ヨコ糸の連れ込みなどを抜いたり、穴を補足して縫ったりする。
最後にハケで糸くずなどを払い落として完成。
『倉敷帆布』は、より厳格だった旧JIS規格(日本工業規格)と当社独自の品質基準に則り、品質管理を徹底しています。

倉敷帆布について
-
 真を織る
真を織る -
 技を織る
技を織る -
 史を織る
史を織る